
Rüstzeitoptimierung
ZAHLEN | DATEN | FAKTEN
Single Minute Exchange of Die (SMED)
Nahezu alle Maschinen und Anlagen müssen gerüstet werden. Nur selten wird ausschließlich das gleiche Produkt auf einer Anlage hergestellt. Mithilfe der Rüstzeitoptimierung können Rüstzeitanteile an der Betriebszeit reduziert und die Effizienz der Produktion gesteigert werden. »Single Minute Exchange of Die« – kurz SMED, der Werkzeugwechsel im einstelligen Minutenbereich – ist eine Methode zur Verringerung der Stillstandzeit und zur Reduktion der erforderlichen Vor- und Nacharbeiten beim Produktwechsel.
Der ifaa-Faktencheck zeigt die Grundlagen und Anwendungsfelder sowie Vorteile und Nachteile der Rüstzeitoptimierung auf. Des Weiteren werden die aktuelle Verbreitung und zukünftige Entwicklung sowie Aspekte der Wirtschaftlichkeit und der Umsetzung dargestellt.

Grundlagen
- Definition »Rüstzeit«: Die Rüstzeit ist die Zeit, die benötigt wird, um eine Maschine oder Anlage von der Herstellung eines Produktes auf ein anderes umzustellen. Bei der Herstellung von Stückgut entspricht dies der Zeit vom letzten Gutteil des alten Loses bis zum ersten Gutteil des neuen Loses. Rüsten trägt nicht zur Wertschöpfung bei und ist Verschwendung.
- Definition SMED »Single Minute Exchange of Die« – Werkzeugwechsel im einstelligen Minutenbereich (im Nachfolgenden »Rüstzeitoptimierung« genannt): Methode zur Verringerung der Stillstandzeit und zur Reduktion der erforderlichen Vor- und Nacharbeiten beim Produktwechsel.
- Mithilfe der Rüstzeitoptimierung können Rüstzeitanteile an der Betriebszeit reduziert und die Effizienz der Produktion gesteigert werden.
- Häufigkeit und Aufwand des Rüstens sind u. a. abhängig von der Maschine oder Anlage (z. B. Werkzeugmagazin vorhanden oder nicht), von der Produktgestaltung, der Auftragslage, der gewählten Bearbeitungsreihenfolge für die Fertigungsaufträge sowie der Gestaltung und Vorbereitung der Arbeitsschritte des Rüstprozesses.
- Unterscheidung: externes Rüsten (Tätigkeiten sind bei laufender Anlage möglich) und internes Rüsten (Tätigkeiten sind nur bei stillstehender Anlage möglich) (siehe Abb. 1).
- Rüstzeitminimierung ist durch technische und organisatorische Maßnahmen möglich.
- Eventuell ist auch statt eines Ein-Mann ein Zwei-Mann-Rüsten möglich (siehe Abb. 2).
- Im Toyota-Produktionssystem bilden eher organisatorische und weniger technische Maßnahmen den Schwerpunkt der Rüstzeitoptimierung. Dies erspart in der Regel größere Investitionen (siehe Abb. 3).

Abb. 1: Möglichkeiten und Vorgehen zur Reduktion interner und externer Rüstvorgänge
Anwendungsfelder
- Nahezu alle Maschinen und Anlagen müssen gerüstet werden. Nur selten wird ausschließlich das gleiche Produkt auf einer Anlage hergestellt.
- Rüsten und damit auch die Rüstzeitoptimierung sind für fast alle Branchen des verarbeitenden Gewerbes relevant.
- Sowohl die Fertigung von Stückgütern (z. B. Dreh-, Fräs-, oder Stanzteile) als auch die Produktion von Massengütern (z. B. chemische Lösungen, Kunststoffgranulat, Teig etc.) erfordern Produktwechsel und Rüstvorgänge.
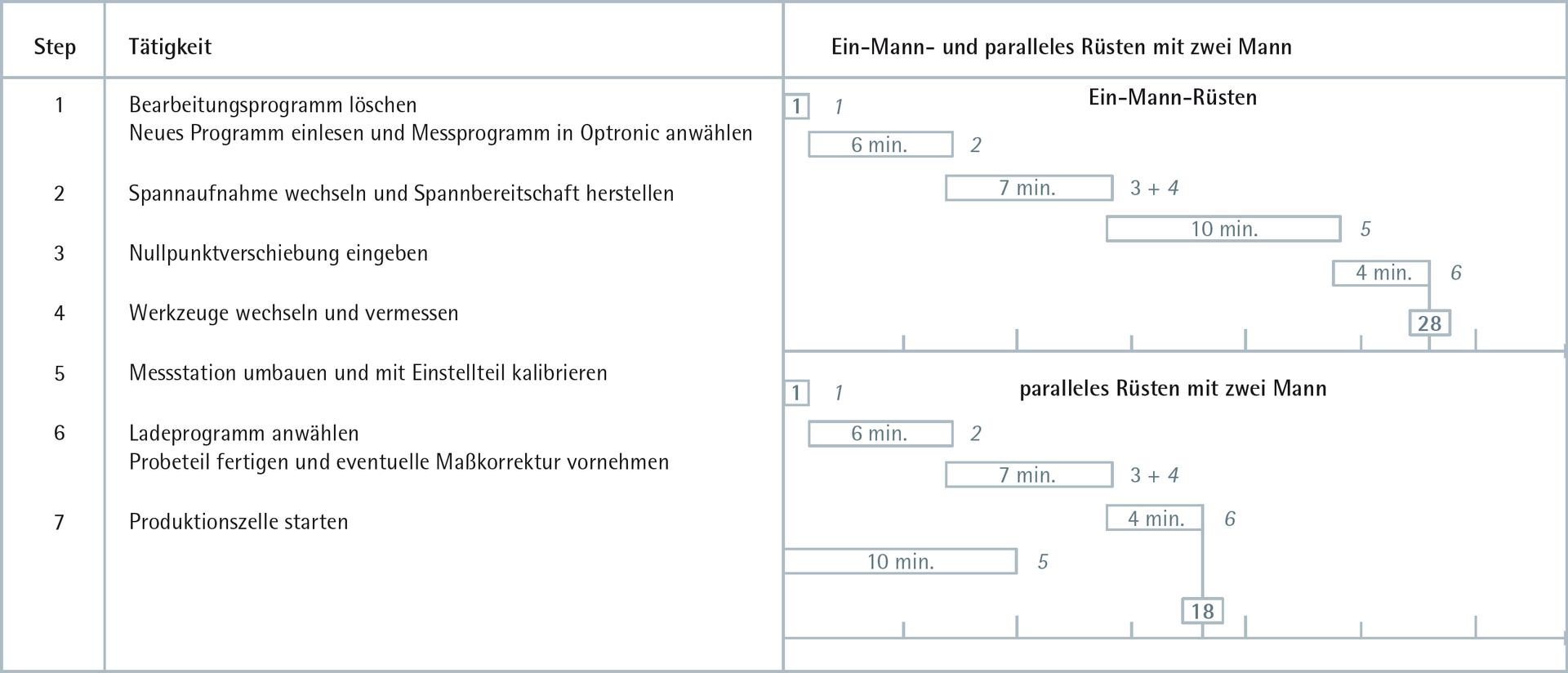
Abb. 2: Organisatorische Verbesserungsmöglichkeiten (Zwei-Mann-Rüsten) (nach REFA)
Vorteile
- erhöhte Nutzungszeit von Maschinen und Anlagen durch Reduzierung rüstbedingter Stillstandzeiten.
- Bestandssenkung durch kleinere Losgrößen
- kürzere Durchlauf- und Lieferzeiten
- mehr Flexibilität bei Produktionsplanung und Produktion
- Reduzierung der Losgrößen wirtschaftlich möglich
- erhöhte Kundenzufriedenheit aufgrund erhöhter Termintreue
- Leistungs- und Ergebnisverbesserung durch höhere Anlagennutzung (OEE – Overall Equipment Effectiveness)
- höhere Transparenz in Planung und Fertigung
- ermöglicht ergonomische Arbeitsplatz-Gestaltung
- Das (theoretische) Endziel ist erreicht, wenn eine Maschine in der Fertigung innerhalb eines Fertigungstaktes umgerüstet werden kann. Damit ist eine Produktion mit Losgröße 1 (One-Piece-Flow) möglich.
- Abb. 5 verdeutlicht exemplarisch mögliche Maßnahmen und Verbesserungen beim Rüsten einer Presse.

Abb. 3: Eine Zusammenstellung von technischen Möglichkeiten beim Rüstprozess
Aktuelle Verbreitung und zukünftige Entwicklung (Studienergebnisse)
- Bei Rüstworkshops für die Mitgliedsverbände hat das ifaa bislang rund 100 Vertreter aus Unternehmen der Metall- und Elektroindustrie zum Thema »Rüsten« befragt, mit folgenden Ergebnissen:
- Maschinen werden im Schnitt rund 15 mal pro Woche umgerüstet.
- Die Dauer hierfür beträgt im Schnitt rund 1,8 Stunden.
- Es muss immer häufiger gerüstet werden: Die Gründe hierfür sind hauptsächlich die Produktion immer kleinerer Losgrößen (30 %) sowie zunehmend kurzzyklische Abrufe der Kunden (20 %).
- Etwa 70 % der Befragten haben bereits Maßnahmen zur Rüstzeitoptimierung durchgeführt.
- Hemmnisse bei der Umsetzung von Maßnahmen zur Rüstzeitoptimierung sind zumeist die fehlende Bereitschaft der Mitarbeiter (29 %) sowie das mangelnde Wissen der Mitarbeiter (26 %) gefolgt von technischen Gründen (18 %) und den mit Verbesserungsmaßnahmen verbundenen Kosten (17 %).
- Das mögliche Potenzial für Optimierungen beträgt nach Einschätzung der Befragten etwa 30 %.
- Im Rahmen einer Workshop-Reihe zu Stand und Entwicklungspotenzialen von Methoden des Lean-Managements machten die Teilnehmer (N=125) folgende Angaben zur Umsetzung der Rüstzeitoptimierung in ihren Unternehmen:
- Rund die Hälfte der Unternehmen hat sich des Themas angenommen und Rüstprozesse analysiert.
- Diejenigen, die sich mit dem Thema befassten, konnten ihre Rüstzeiten i. d. R. auch deutlich verbessern (siehe Abb. 4).
- Es bleibt jedoch noch viel Potenzial für die weitere Umsetzung.
- Aufgrund zunehmender Produktdifferenzierung, schnelleren Produktwechseln und zunehmend kleineren Losen ist zu erwarten, dass sich die Zahl der Rüstprozesse weiter erhöht.

Abb. 4: Ergebnisse aus ifaa-Workshops zum Stand und Entwicklungsperspektiven Lean-Methoden
Nachteile
- eventuell Investitionen in Prozessgestaltung (Teilefamilienbildung)
- Aufwand für Information und Überzeugung der Mitarbeiter sowie Training der Mitarbeiter unumgänglich
- Investitionen bspw. in Vorrichtungen, Werkzeuge, Prüf- und Spannmittel erforderlich
Wirtschaftlichkeit
- Erhöhte Anlagennutzung, kürzere Liefer- und Durchlaufzeiten und die Reduzierung von Beständen wirken sich direkt auf die wirtschaftlichen Kennzahlen aus.
- Indirekt können die Erhöhung der Kundenzufriedenheit, die erhöhte Transparenz in Planung und Fertigung aber auch die Unfallgefahrvermeidung durch mehr Ordnung und Sauberkeit langfristig positive Auswirkungen auf das Betriebsergebnis haben.
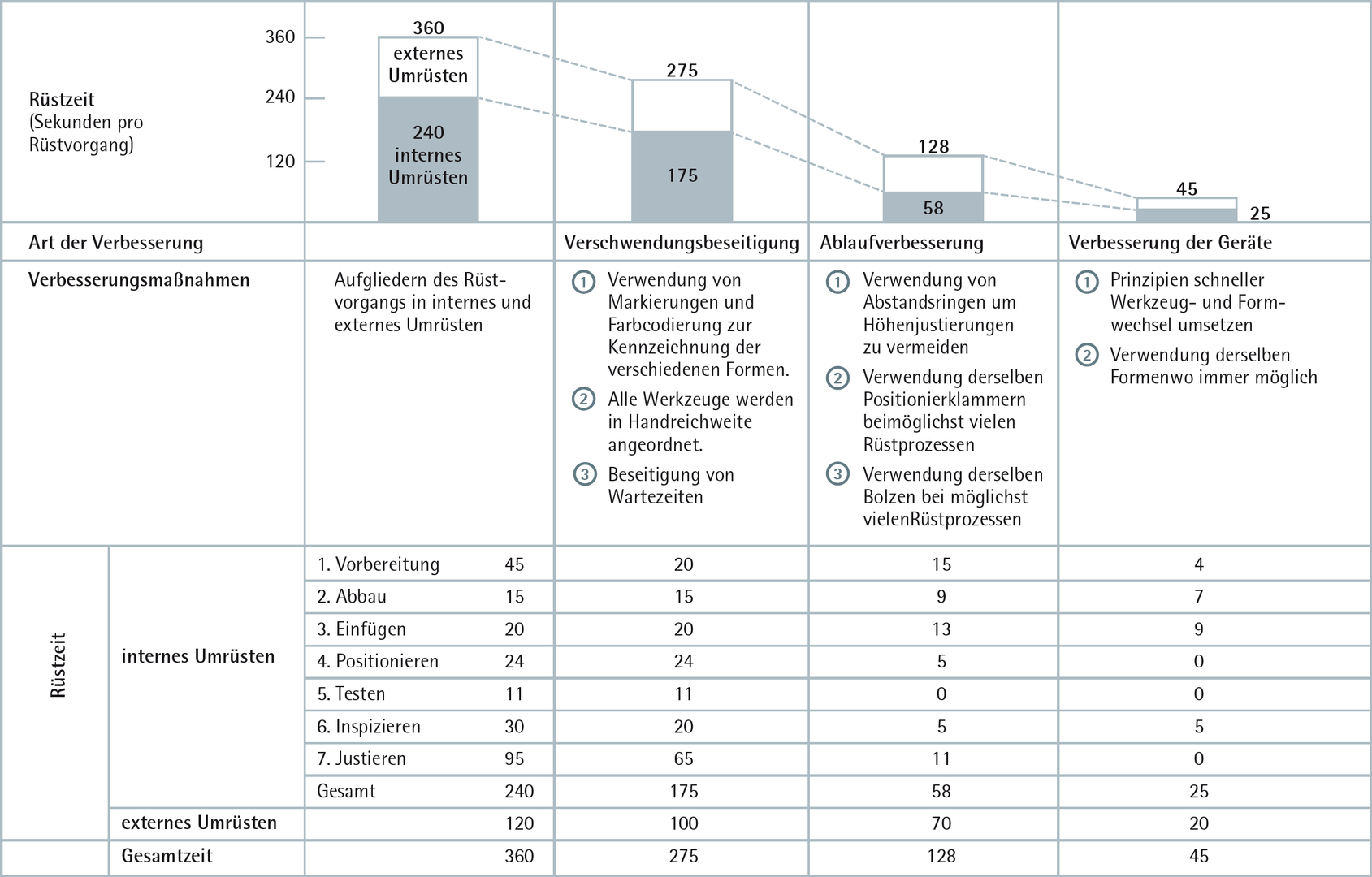
Abb. 5: Beispiel Ergebnisverbesserung nach 3 SMED-Workshops (nach REFA)
Umsetzung
- Auswahl eines geeigneten Rüstprozesses (Kriterien: z. B. langwieriger und/oder häufiger Rüstprozess)
- Information und Einbeziehung der Mitarbeiter und des Betriebsrates
- Arbeitsschritte beim Rüsten erfassen (Notizen, Filmaufnahmen …)
- erfasste Arbeitsschritte aufteilen in:
- externe Rüstvorgänge (bei laufender Anlage ausführbar, z. B. Material- oder Werkzeugbereitstellung …)
- interne Rüstvorgänge (nur bei stehender Anlage möglich, z. B. Werkzeug- oder Vorrichtungswechsel …)
- Soll-Ablauf planen und umsetzen
- interne in externe Rüstvorgänge wandeln (Optimierung der Rüstvorbereitung)
- verbleibende interne Rüstvorgänge optimieren und verkürzen
- Maschinenumfeld verbessern zur Unterstützung effizienten Rüstens (z. B. Werkzeugwagen, Schattenbretter …)
- Soll-Ablauf erproben und abstimmen
- Erfolgskontrolle
- Standardisierung des bewährten Vorgehens (z. B. mit Checkliste, visuellem Management, Ablaufbeschreibungen …)
- kontinuierliche Prüfung und Weiterentwicklung des Standards
Studien, Links, Literatur
Baszenski N, Fityka M (2013) Rüstzeitminimierung – ein Workshop und die praktische Anwendung der Methode. Betriebspraxis & Arbeitsforschung (216): 30–34 Diesen Artikel können Sie unter www.arbeitswissenschaft.net herunterladen.
Baszenski N, Institut für angewandte Arbeitswissenschaft (Hrsg) (2012) Methodensammlung zur Unternehmensprozessoptimierung. Dr. Curt Haefner-Verlag, Heidelberg
Ohno T (1993) Das Toyota-Produktionssystem. Campus, Frankfurt/Main New York
Productivity Development Team (Hrsg), Shigeo S, Productivity Press (1996) Quick Changeover for Operators: The Smed System (Shopfl oor Series). Productivity Press, Cambridge
REFA (Hrsg) (2012) Der REFA-Ordner – punktgenau und umfassend. REFA-Grundausbildung 2.0. REFA, Darmstadt
Sekine K, Arai K (1995) Kaizen für schnelles Umrüsten. Moderne Industrie, Landsberg
Shingo S (1985) A Revolution in Manufacturing: The SMED System. Productivity Press, Cambridge
Teeuwen B, Grombach A (2012) SMED: Die Erfolgsmethode für schnelles Rüsten und Umstellen. CETPM Publishing, Ansbach
Beispiele guter Praxis:
Kober M, Scheve J, Dahm A (2014) Rüstoptimierung – das Ziel sind kurze Durchlaufzeiten. Betriebspraxis & Arbeitsforschung (222): 10–15 Diesen Artikel können Sie unter www.arbeitswissenschaft.net herunterladen
ifaa (Hrsg.) (2016) 5S als Basis des kontinuierlichen Verbesserungsprozesses. ifaa-Edition. Springer, Berlin
Hierin:
- Rüstzeitminimierung – Praxisbeispiel Wengeler & Kalthoff Hammerwerke GmbH & Co. KG Dirk Zündorff | Seiten 181–185
- Wirkzusammenhänge zwischen der 5S-Methode und dem kontinuierlichen Verbesserungsprozess (KVP) – Praxisbeispiel WILO SE Sabine Hempen | Seiten 133-142
ifaa-Film
»Rüstzeitoptimierung führt zu Prozesseffizienz und entlastet Mitarbeiter«
Unsere Empfehlungen

Schnelles Rüsten praxisnah erklärt
VideosMit diesem Film sensibilisiert das ifaa für das Thema und unterstützt die Betriebe bei ihren individuellen Umsetzungen.

ifaa-Angebotsübersicht: Rüstzeitoptimierung
Zahlen/Daten/FaktenDas ifaa unterstützt bei der Sensibilisierung zum Thema, durch praxisnahe Workshops, Unternehmensnetzwerke und mit Vorträgen und Veranstaltungen.

Rüstzeit optimieren
VeranstaltungenDer Anteil der kundenspezifischen Produkte und der Aufwand für das Rüsten steigen. Veranstaltung für VI, GF, Fertigungsleiter, Arbeitsvorbereitung ...

GPS-Reifegrad
Zahlen/Daten/FaktenPositionsbestimmung des Lean-Management in Industrieunternehmen. Aktuelle Ist-Situation und Handlungsfelder im Umfeld von Digitalisierung und I4.0.
Ihr Ansprechpartner

Dipl.-Soz. Wiss.
Ralph W. Conrad
Wissenschaftlicher Mitarbeiter
Telefon: +49 211 542263-18
